WIRE EDM
Wire EDM is machining process that is based on using a copper or brass wire to cut any contour of a conductive part. IAM has 7 wire EDM cutting machines.
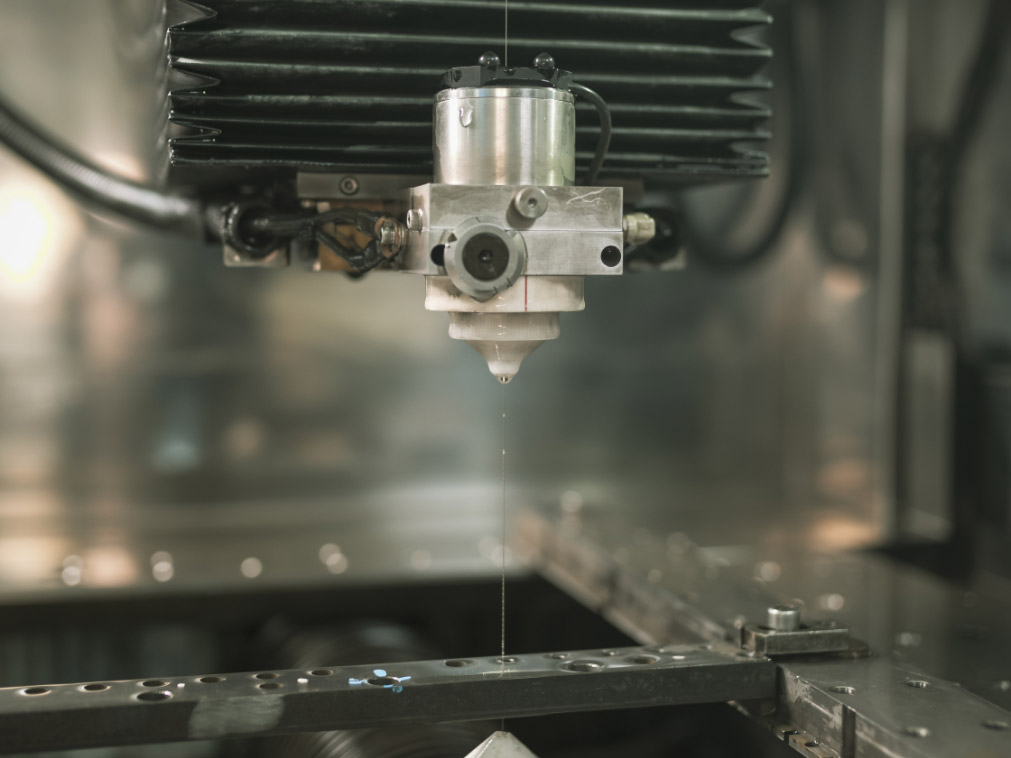
Wire EDM is based on the principle of a wire, usually copper or brass, electrically charged and controlled by numerical control, which through thermal erosion is able to cut conductive material. These cuts are fine and precise, capable of achieving high quality complex geometries.
The aforementioned wire, protected by a dielectric fluid (deionized water), collides with the raw material from which the piece is to be extracted, forming sparks between both elements, due to the series of direct current discharges emitted by the first. In cases where corrosion cannot be an obstacle, both the wire and the material to be cut are immersed in the dielectric fluid.
It is the ideal process to cut fine details in pre-hardened stamping and punching dies, as the wire usually has a diameter between 0.25 mm to 0.3 mm, which causes a cut of between 3 and 4 µmm. For the inner shapes, it is necessary to first drill the material so that the wire can be inserted in to the material and cut the required geometry.
The quality of the final part depends on factors such as voltage, applied amperage, wire tension or material thickness, but the main influence is the working speed: The lower the speed of advance of the wire, the better the surface quality of the part.
This technology is a derivative of penetration EDM. In the 1970s, it was necessary to change the electrode that was used for the extraction of pieces by a conductive wire to erode directly with the material and obtain any shape with and without inclination. In this way, savings were made in the manufacture of the electrode, which had to have the final shape of the piece to be obtained, thus achieving a process with greater mobility.
Other processes

Waterjet cutting process
Water jet cutting is a mechanical process in which, by means of the impact of water at high pressure, all types of…

Micro-cutting by water jet process
Micro waterjet cutting is a variant of conventional waterjet cutting, which, while maintaining its main advantages,…
-
Micro-cutting by water jet process
Micro waterjet cutting is a variant of conventional waterjet cutting, which, while maintaining its main advantages,…
